

聯系電話:13950054212
+
 微信號:這個位置寫微信號
微信號:這個位置寫微信號

微信號:這個位置寫微信號





怎樣完成鈑金折彎精度控制在±0.10mm之內
來源:m.bnsjd.cn 發布時間:2023年01月07日
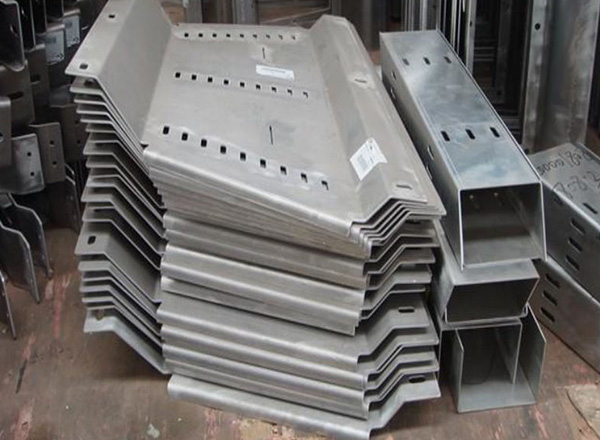
折彎加工在福州鈑金加工中應用十分普遍,也是常見的。進步鈑金產品折彎精度,對產質量量有著重要的作用。

數控折彎機影響折彎精度,滑塊的中止方位影響折彎視點,后擋料的方位影響折彎尺度,這些需求更好的數控折彎機來處置。
1.操作工人的經歷、辦法影響折彎精度,工人推擋料時用力過大或過小,構成定位有空隙或板料彎曲影響折彎尺度精度;工人折彎速度跟機床速度不同步,會構成折彎視點過大或過小。
處置:折彎工人要純熟的、有經歷的、不要常常換操作工。
2.折彎系數影響折彎尺度精度,鈑金折彎尺度在做翻開圖時,就曾經肯定了。翻開圖中,折彎系數是肯定折彎尺度的關鍵要素。翻開圖計算的不準,直接影響鈑金折彎尺度精度。處置:鈑金工藝人員熟知鈑金翻開原理,依據理論和理論能確實定出折彎系數。
3.資料質量影響折彎尺度精度,資料厚度尺度直接影響折彎系數,而影響折彎精度。
處置:從大的鋼廠進貨,增強厚度尺度檢驗。
4.資料的力學性能不同也能影響折彎尺度精度,如鋼板或軟或硬,招致拉伸量不同。
處置:盡量用同一批鋼板干一種鈑金產品,同一批鋼板校核一下折彎系數。
數控折彎機影響折彎精度,滑塊的中止方位影響折彎視點,后擋料的方位影響折彎尺度,這些需求更好的數控折彎機來處置。
1.操作工人的經歷、辦法影響折彎精度,工人推擋料時用力過大或過小,構成定位有空隙或板料彎曲影響折彎尺度精度;工人折彎速度跟機床速度不同步,會構成折彎視點過大或過小。
處置:折彎工人要純熟的、有經歷的、不要常常換操作工。
2.折彎系數影響折彎尺度精度,鈑金折彎尺度在做翻開圖時,就曾經肯定了。翻開圖中,折彎系數是肯定折彎尺度的關鍵要素。翻開圖計算的不準,直接影響鈑金折彎尺度精度。處置:鈑金工藝人員熟知鈑金翻開原理,依據理論和理論能確實定出折彎系數。
3.資料質量影響折彎尺度精度,資料厚度尺度直接影響折彎系數,而影響折彎精度。
處置:從大的鋼廠進貨,增強厚度尺度檢驗。
4.資料的力學性能不同也能影響折彎尺度精度,如鋼板或軟或硬,招致拉伸量不同。
處置:盡量用同一批鋼板干一種鈑金產品,同一批鋼板校核一下折彎系數。
上一條:
鈑金加工廠關于加工的資料如何選擇?
下一條:
福建鈑金激光加工件為何會呈現震刀現象?





 添加微信
添加微信
 電話咨詢
電話咨詢
