

聯系電話:13950054212
+
 微信號:這個位置寫微信號
微信號:這個位置寫微信號

微信號:這個位置寫微信號





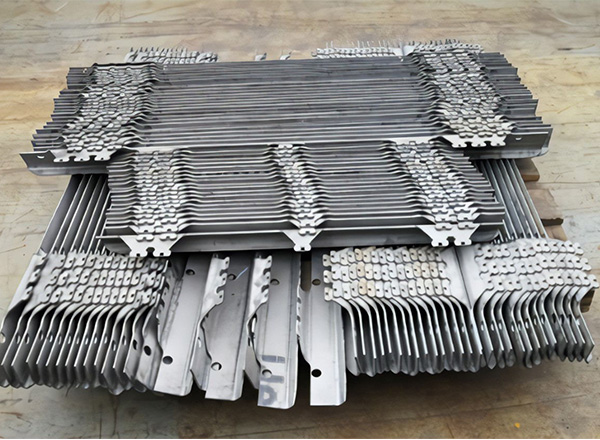
鈑金加工折彎對工藝缺口的要求
來源:m.bnsjd.cn 發布時間:2025年07月10日
在福州鈑金加工折彎工藝中,工藝缺口有著至關重要的要求。

工藝缺口的存在是為了滿足折彎過程中材料的合理變形需求。首先,合適的工藝缺口尺寸能確保折彎時材料的應力分布均勻。如果缺口過小,材料在折彎處容易產生過大的應力集中,導致折彎部位出現裂紋、起皺等缺陷,嚴重影響鈑金件的質量和強度。例如,當缺口尺寸小于規定值時,在多次折彎操作后,折彎處可能會逐漸出現細微裂紋,隨著使用過程中的受力,裂紋會進一步擴展,使鈑金件失效。
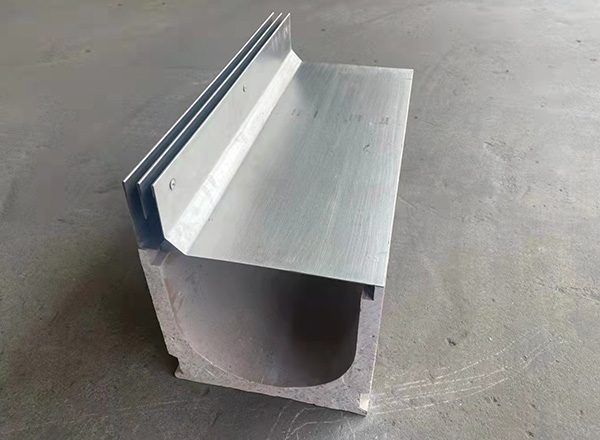
而工藝缺口過大同樣會帶來問題。它會浪費材料,增加生產成本。而且過大的缺口可能會破壞鈑金件整體的結構完整性,在折彎后影響其外觀和尺寸精度。比如,一個原本設計緊湊的鈑金結構,因工藝缺口過大,折彎后的形狀無法達到預期要求,與其他部件的配合也會出現偏差。
一般來說,工藝缺口的尺寸要根據鈑金材料的厚度、材質以及折彎角度等因素來準確確定。對于較薄的鈑金材料,工藝缺口相對較小;而對于較厚的材料,為保證折彎順利,工藝缺口尺寸則需適當加大。同時,不同材質的鈑金,由于其延展性和屈服強度不同,對工藝缺口的要求也有所差異。
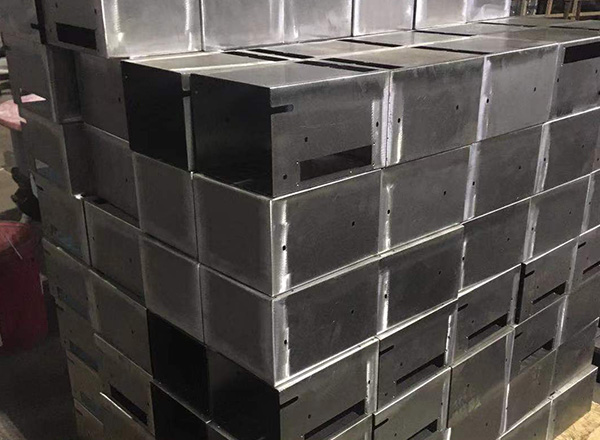
在實際操作中,嚴格控制工藝缺口的各項參數是保證鈑金加工折彎質量的關鍵。操作人員需要熟練掌握工藝要求,測量和加工工藝缺口,確保每一個折彎環節都符合標準。只有這樣,才能生產出高質量、高精度的鈑金件,滿足各種工業產品的需求。
工藝缺口雖小,但在鈑金加工折彎工藝中卻起著不可忽視的作用,它直接關系到鈑金件的質量、性能和成本,予以高度重視。
上一條:
沒有了
下一條:
鈑金切割的工藝難點有哪些





 添加微信
添加微信
 電話咨詢
電話咨詢
